計(jì)量資訊速(sù)遞
計(jì)量資訊速(sù)遞

一 、準確理解淨含量的定義與定(dìng)量包裝淨含量的要求
1.淨含量的定義
《定量包裝商品計量監督規定》中給出的定義是:淨含量是指去除包裝容器(qì)和其他包裝材料後內容物的質量、體積(jī)、長度。廣(guǎng)義地說,淨(jìng)含量是商品(pǐn)內容物的量。計量(liàng)檢驗時,不論商品的包裝材料,還是任何與該商(shāng)品包裝在一起的其他材(cái)料(liào),均不得計入淨含量。如(rú)方便麵中的(de)調料包(bāo)、叉子等不(bú)得計入淨含量。
2.淨含量的單位選擇:對於液體商品和半流體商品(pǐn),既可(kě)用質量,也可用體積來表示淨含量,至(zhì)於用哪個做單位,取決於使用的是什麽計(jì)量器具,是(shì)質量的還是容積(jī)式的。一般而言(yán),用(yòng)質量的易操作,易控製,也容易(yì)掌握。
3.保質期與淨(jìng)含量的關係
JJF1070中規定(dìng):計量檢驗的商品,應是生產企業自檢合格的商品或流(liú)通領域銷售的在(zài)保質期內的(de)商品。在(zài)計量檢驗時一般(bān)不考慮商品在運輸、儲(chǔ)存過程中淨含量的變化。對水分流失和易揮發非密封(fēng)的商品,如香皂、肥皂等(děng),不在流通領域(yù)抽樣檢驗,應在(zài)生產企業抽樣檢驗(yàn)。因此,對於一般商(shāng)品,在保質期內(nèi)都應滿足淨含量要求,將內容物的損(sǔn)失考慮進去(qù)。
4.淨含(hán)量(liàng)控製的基(jī)本(běn)要求
《定量包裝商品計量監(jiān)督規定》中的兩個要求是:
A.單件定量包裝商品淨含量應在一(yī)定合格質量水平上滿足最大負偏差的要求。
B.定量包裝商品批平均淨含量不低於產品標簽標(biāo)注淨含量。
二、淨含量目(mù)標值的確定
灌裝目標值μt,在理論狀態下則是標稱值μ,即μt=μ,這時其平均偏差應(yīng)該為零,其偏差分布應符合正態分布,其出現正偏差和負偏差的概率相等,各為50%。
考慮到一個生產批的量(liàng)比較大,進入到流通領域銷售後,一個大的批有可能拆分成很多個小批。如果拆分的足夠細(xì),就會出現合格批和不合格批各占50%的現象。要想提高流通領域抽查合格率,就(jiù)需(xū)要加一個(gè)修(xiū)正值(zhí)。根據(jù)正態分布理論,這個修正值(zhí)與生產批的標準(zhǔn)偏差成正比,故(gù)μt=μ+ησ,其中:η是標(biāo)準偏差值的係數,通過查表可知,σ是(shì)標準偏差值(zhí)。
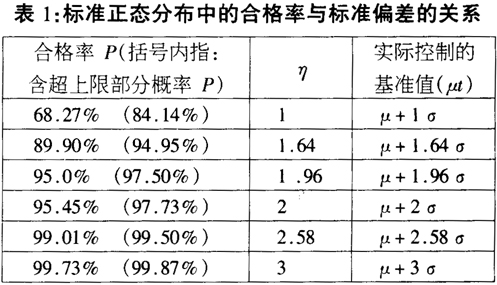
實際上,由於正(zhèng)偏差不受約束,為(wéi)盡量減少返工所帶來的損失,所有正偏差可不返工,因此在使用表1時,合格(gé)率(lǜ)是以(yǐ)括號內的數據,即:如果期望(wàng)流通領域抽查的合格率(lǜ)不低於84.1%,η取1;如果期望流通領域抽查的合格率不低於95%,η取1.64,以此類推。
考慮到產品在保質(zhì)期內的水分流失和揮發引起的淨含量的變化等因素,還需要確定產品(pǐn)在保質期內的平均流失量ΔW。
綜上所述,灌裝目標值μt=μ+ησ+ΔW。還有機器的波動和皮重的波動。
其中ησ+ΔW就是我們通常所說的超包值。
三(sān)、灌裝淨含量的控製值
實踐生產時淨含量會圍繞著灌裝目標值上下波動,在出現異常時還會嚴重漂移。為此生產時還必須控製灌裝量的上下限。根據正態分布理論,三個σ可達到99.73%的合(hé)格率,因(yīn)此灌裝量的上下限差值就可設定(dìng)為六個σ,這樣不需要頻頻調機(jī)。此時:
W上限=μt+3σ=μ+ησ+ΔW+3σ
W下限=μt-3σ=μ+ησ+ΔW-3σ
當然,如果(guǒ)為(wéi)了減少多包帶來(lái)的損失,在生產控製中(zhōng)也可以縮小上下限差值,高(gāo)密度地開展(zhǎn)計量測試,頻繁(fán)調(diào)機以盡量收窄幅度。
注意:在確定上下限時,要注意不(bú)要(yào)超出標(biāo)準(強製性(xìng)和(hé)企業內部)及《定量(liàng)包裝(zhuāng)商品計量監督規定》的單件商品淨含量控製(zhì)範圍。
[page_break]
四、灌(guàn)裝方式與標準偏差
灌裝方式主要有手動(dòng)、機械兩種。機械的又分為全自動、半自動。不論何種灌裝方式,都會產生誤差和漂移,如圖一:
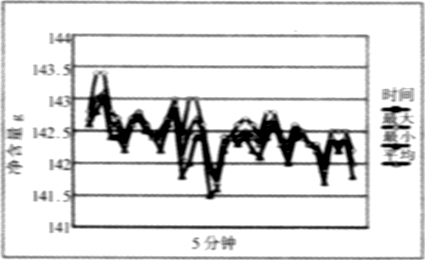
圖一 1-02灌裝機注淨計含量被動圖
手工灌(guàn)裝,誤差與生產工人工作態(tài)度(dù)及要求有關,主要出現在零售場所,不太適合(hé)定(dìng)量包(bāo)裝生產實際,同(tóng)時可(kě)以實行全檢,隻要(yào)計量器具(jù)不出現問題,淨含量相對易控製一些。這裏(lǐ)不展開討論。
機械灌裝,誤差由包裝設備引入,受設備的標準偏(piān)差σ控製。設備標準偏差(chà),即可從生產商處得到(dào),也可從生產現場抽樣(yàng),按下(xià)列公式計算每個小時(shí)的樣本標準偏差。
σ=[Σ(Xi-X)2/(n-1)]0.5={[Σ(Xi)2-(ΣXi)2 /n]/(n-1)}0.5
式中:σ——生產線的標準偏差;Xi——樣品淨含量;X——樣品平均淨含量;n——樣本數。
灌裝設備的準確度對標準偏差的影響十分(fèn)大(dà)。灌裝設備準(zhǔn)確度(dù)越差,則(zé)標準(zhǔn)偏差(chà)的σ越大,要保證不出現(xiàn)負偏差所帶來(lái)的膏體損失越大。太高不經濟,要選符合滿足要求的最低準確度的。
五、計量灌裝過(guò)程控製與管理
1.灌裝線上檢驗特點
灌裝過程中檢驗(yàn),可以不破壞產品的包裝就可以測試出(通過先測包裝的質量,灌裝後再測總質量的辦法測算出)淨含量,這樣可以避免事後檢驗(yàn)破壞商品的密(mì)封和包裝帶來的(de)返工和(hé)材料(liào)損失等問(wèn)題。
2.灌裝過程控製
(1)開機和目標值設定:作業人員依據開機程序並根據包裝品種、規格對灌裝(zhuāng)值進行設定。開始灌裝值必(bì)須十分接近目(mù)標值(zhí)。
(2)灌裝過程中抽查:根據生產線的速(sù)度及檢驗的(de)特點,選定一個檢驗(yàn)周期,由作業人員(yuán)定期抽查,並如實記錄。
(3)控製(zhì)情況核查:根據公司計量(質量)管理架構(gòu),由作業人員的上一級管理人員開展定期或不定期檢查,以監督作業人員(yuán)的檢驗是否有效進(jìn)行。
(4)淨含量計(jì)量記錄的(de)樣式如下(xià):
(1)對於皮重變化量大的(de),其記錄表格如下:
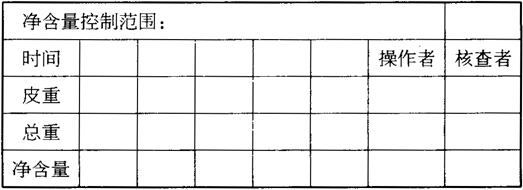
(2)對於皮重相對恒定的,其記(jì)錄表格如下:
六、不合格(gé)品的控製
1.灌裝過程中發現的不合格(gé)品:要收回發現之前的一個檢驗周期內的商品進行複查。
2.倉庫抽查中發現的不合格品:要細心確認不合格品的分布(bù),對可疑商品進行複查確認。
3.對不合格品進行處置:
讓步放行:超(chāo)過控(kòng)製上限的;或雖有(yǒu)少量商品低於下限但又(yòu)十分接近(jìn)下限的,但平均淨含量超過下限的。
返工返修:生產工藝確保可以返工,且返工成本很低的,加灌(guàn);否則報廢。
報廢:包(bāo)括降價賣給特定人(rén)群(如本廠職工),銷毀。